
 |
| Place of Origin: | JIANGSU, CHINA |
| Brand Name: | HD Boiler |
| Certification: | ISO9001, ASME, SGS TUV, EN |
| Model Number: | Boiler manifold header |
| Minimum Order Quantity: | 1 SET |
|---|---|
| Price: | Negotiable |
| Packaging Details: | Plywood case and metal belt |
| Delivery Time: | 30-60DAYS |
| Payment Terms: | T/T, L/C at sight |
| Supply Ability: | 1000MT/month |
| Type: | Natural Circulation,Boiler Parts | Structure: | Water Tube |
|---|---|---|---|
| Usage: | Industry/Power Station,power Station | Product Name: | Energy Saving Industrial Steam Boiler Parts Manifold Header |
| Pressure: | High Pressure | Style: | Horizontal |
| Fuel: | Coal-fired | Material: | Steel Or Steel Alloy,Carbon Steel |
| Port: | Shanghai | Fuels: | Coal / Gas / Coal-fired/Water Heat |
| High Light: | header in boiler,boiler header manifolds |
||
Carbon Steel ASME Standard Boiler Parts Manifold Header For Power Station
Product Description
In order to improve the boiler efficiency, boilers are gradually developed into tubular boilers to increase heat transfer area. The pot water flows from the pot barrel to the lower box through the downward tube, and is distributed to each tube bundle by the box body. The water in these tube bundles continuously absorbs heat energy and collects into the upper box body and then flows back into the pot barrel. We call the upper and lower box body headers. Header is an important part of the boiler, which is divided into upper header and lower header.
The main function is to collet working fluids or redistribute working fluids to other pipelines through headers. That is, to collect, mix and distribute working fluids, so as to ensure the working fluids are evenly distributed and heated. Lower header, also called coke-proof box, is located on both sides of the grate and directly contacts with the burning coal seam. Its function is to cool the coking slag without bonding with the side wall.
Types
According to its location, there are upper header and lower header or inlet header and outlet header. According to the types of bundles collected, they can be divided into water wall headers, super-heater headers, economizer headers and so on.
![]()
Functions
Header is a pipe fittings for mixing working substances of boilers and ensuring uniform heating of working substances. Usually the furnace wall of industrial boilers is composed of rows of tubes(water-cooled walls), but the size of boilers is huge, and the structure is complex. It can not guarantee that the working substances in all tubes absorb the same heat. There are many differences in heat absorption in different parts. Installing headers can let the working substance in each tube converge here, and distribute to the next level of each pipe so as to reduce the thermal deviation so that the heat absorption, flow of the working fluid and cooling and thermal efficiency of the boiler are optimized and improved; in addition, the size, number and layout of the pipes in the upper, middle and lower parts of the boiler are different. The header is responsible for connecting each section to ensure smooth flow of working substances.
Manufacturing process of headers
Structure and material
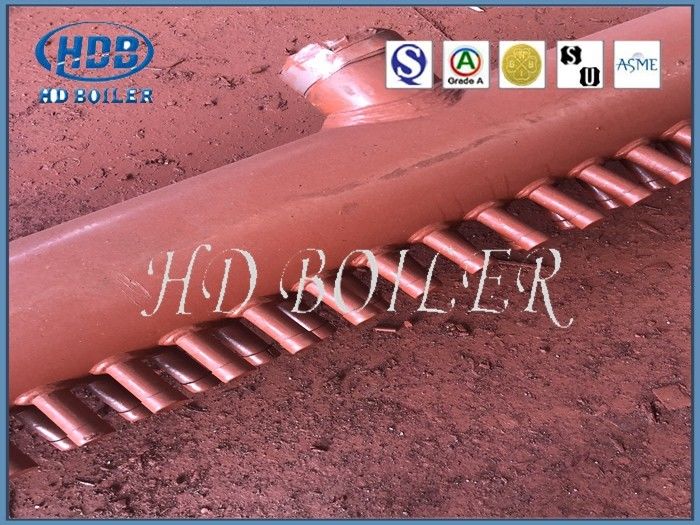
In all types or grades of boilers, the header structure is basically similar, mostly consisting of barrel, end cap, big and small pipe joints, tees, elbows, accessories( pre-welded parts or lifting ears) and other parts. The typical structure of header is shown in Figure 1.
The diameter range of header barrel in power station boilers is generally from 89mm to 914mm, the wall thickness range is from 7mm to 150mm, and the max. Length is 23000mm. The header is made of carbon steel(such as 20G, SA-106B, SA-106C), low alloy heat-resistant steel(such as 15CrMoG, 12Cr1MoVG, WB36, SA-335P12, SA335-P22), medium alloy heat-resistant steel(such as SA-335P91), and ultra-super critical boilers use SA-334P122, SA-335P92, etc. Commonly used equipment in header manufacturing includes groove machine, drilling machine, boring machine, automatic submerges arc welding machine for annular seam, CO2 gas shield welding machine, pipe bender, hydraulic press, heat treatment furnace and plunger hydraulic
Introduction of manufacturing process
Large diameter seamless steel tubes are used in header cylinders. Cylinder cutting is usually carried out by magnetic wheel gas cutting machine. This method is to install a flame gas cutting gun on the magnetic wheel car. The gas cutting gun is adsorbed by the magnetic wheel car on the tube wall to drive the circular motion of the gas cutting gun. When cutting thick-walled tubes, it is necessary to pre-drill a hole of 7mm before cutting, as shown in Figure 4. This cutting method has the characteristics of simple operation, fast speed and neat cutting edge. Before cutting, additional preheating measures should be taken according to the wall thickness and material of the cylinder. But for the cylinder of P91 grade material, because of its poor thermal cutting performance, large band sawing machine can be used to cut material, as shown in Figure 3.
Most elbows in header or pipeline are thick-walled elbows with large diamter. The bending radius is equal to twice the diameter of the pipeline. The pressing process is adopted. The bending angles of large diameter and thick-walled elbows are 90 dgree, 75 degree, 40 degree or 45 degree, 30 degree, among which 90 degree elbows are most commonly used.
When pressing elbows, there are generally two kinds of pressing methods: one is that the blanks are all made of large diameter seamless steel tubes, and the elbows are made by multiple compression and extrusion methods. It is mainly used for processing thick-walled short radius elbows. In order to ensure the ellipticity and thinning requirements of elbows, the pre-deformation flattening amount must be controlled before each pressing. Finally, the finishing die is used to finish the forming, as shown in Fig. 5a. The other is that the blank is made of steel plate, which is first pressed into two curved semi-circular tiles and then butt welded. The weld seam of the blank is made of full-penetration structure, with lining rings on the back before welding, and the backing is cleared after welding. There are no straight sections on both sides of the elbows. This kind of pressing method is suitable for thin thickness wall elbows.
The tees are generally divided into forging and extrusion tees(hereinafter referred to as forging and pressing tees), welding tees and punching and welding tees.
Forging tee is the most widely used type, which has the characteristics of small flow resistance. The bank of forging tee is made of large diameter seamless tube, which is formed by multiple hot pressing processes such as opening, pre-deformation, flanging, finishing and diameter reduction. The structure of tee should be designed as equal diameter tee, or the diameter of branch pipe is less that that of main pipe. DUe to the restriction of die, the length of main pipe is not over 1200mm, and the height of branch pipe is not over 200mm.
Welded tee is only used in economizer system which requires very little flow resistance.
The end of branch pipe of welded tee is machined into saddle groove, the outer surface of weld is polished into smooth transition, the inner hole edge of main pipe is polished into round corner whose radius is equal or over 8mm, and the weld is 100% RT+100% UT+100% MT before and after heat treatment.
Punching and welding tees are only used in reheater system with thinner wall thickness( which has been gradually reduced in application). Punching and welding tees are made of thick-walled steel plates. First, the upper and lower half-circle tiles of tees are punched out, then holes are made on the upper and lower half tiles, stamping flanging and finishing are made to produce branch pipes of tees. Finally, the upper and lower half titles are butted, and two longitudinal seams can be joined by narrow gap submerged arc welding.
Whatever tee is used, the actual wall thickness of any part of the tee must be greater than the theoretical minimum wall thickness. The seamless steel pipe or steel plate used as blank must undergo 100% ultrasonic inspection.
Pipe hole is machined by rocker drilling machine or CNC multi-axis drilling machine. It has the characteristics of high production efficiency, precise pitch size of pipe hole, and the designed drilling tool can process the groove of pipe hole at one time.
There are generally two kinds of pipes joints on the header cylinder. One is a large diameter pipe with a diameter over 101.6mm, such as hand pipe hole pipe joint and valve seat near end cover and annular seam. The other is a small diameter pipe joint with a diameter less than 101.6mm, which is used for assembling welding of header with tube panels such as economizer, superheater and reheater. There are a large number of small diameter pipe joints with close rows welded on the full length of header barrel. Some are short pipe joints with length less than 300mm, and some are long pipe joints bend into a certain shape and length pf 300-1700mm.
The joint of large pipe joint is saddle-shaped. Argon arc welding(including manual and automatic) is usually used for bottom-setting, electrode arc welding or CO2 gas shielded welding for filling cover. Among them, CO2 gas shielded welding with flux cored wire is a newly developed welding technology in recent years, which has high welding efficiency and beautiful weld formation. Its welding efficiency can be over twice that of manual arc welding.
The number of small pipe joints is the largest in the header, and the structure is the most complex. Due to connection with heating surface of tube panels, and in order to absorb the expansion generated by the heating of the tube panel, the small pipe joints are generally bent into a certain shape. Therefore, the positioning of the small pipe joints will be very critical during the installation and welding. Firstly, each row of tubular joints located at the end of the header is assembled and positioned, then the tubular end is stretched, and the positioning porous plate is assembled. Ten the remaining tubular joints are assembled and welded according to the holes in the positioning porous plate, thus ensuring the pitch size of all tubular joints.
![]()
Large scale heat treatment furnace is used to supply the header for integral heat treatment, which ensures to meet the requirements of the header heat treatment very well.
Header hydraulic pressure test
The ambient air temperature when undergoing the hydraulic pressure test is not less than 5 degrees, and the water temperature is higher than the dew point and brittle transition temperature of the tested workpiece material, but not higher than 70 degrees. The recommended temperature f carbon steel is 21-40 degrees, and that of alloy steel is 30-50 degrees. After the hydraulic pressure test, the water inside the workpiece is drained, then the outer surface of the workpiece is dried by compressed air, and then the inner part of the workpiece is blown by the compressed air to ensure that there is no water accumulated in the header.
Inner cleanliness of header
If there are straw hats, iron scraps and other debris in the header, it is very easy to cause tube explosion and other shutdown accidents when the power plant is running. Therefore, the cleanliness of the header must be strictly controlled. After drilling holes in the header, straw hats and burrs on the inner wall of tube holes should be cleaned up by internal R wind milling cutter, and the debris inside the header should be cleaned up in time. When filling and welding, try to avoid dropping sundries inside the header. When filling and chamfering after hydraulic pressure, cover other tube joints to prevent iron chips from falling in. In the final cleaning before leaving the factory, each pipe joint is inspected by wire rope to prevent foreign body from blocking the pipe joint. Compressed air blowing method is used to clean up the debris inside the cylinder body. Endoscope is used to check the inside of each pipe joint and the header to ensure that the internal cleanliness of each header can meet the requirements.
Technical parameters
| Diameter(OD) | ∅76mm~∅914mm |
| Length(Max) | 23000mm |
| Temperature(℃) | 300~1500 |
1. Carbon steel:20G,SA-106B,SA-106C,etc.
2. Low-alloy thermal resistant steel:15CrMoG,12Cr1MoVG,SA-335P12,SA335-P22,etc.
3. Middle-alloy thermal resistant steel:SA-335P91,etc.
4. Special material(ultra-supercritical):SA-335P122,SA-335P92,etc.
The boiler headers have water wall header,superheater header,economizer header and so on. It acts action of gathering, mixing and redistribution in boiler systems. In structure, they include end cover hinders or necking hinders.
Addr : No.1 Dongli Road , Donglai , Zhangjiagang City , Jiangsu Province , China
Tel : +86 (0) 512 5866 6196
Fax : +86(0) 512 5877 4453
Web : www.boilerfabrication.com
Contact Person: Miss. Sandy Chen
Fax: 86- 512-58774453
Address: Address: N0.1, Dongli Road, Donglai, Zhangjiagang City, Jiangsu Province, China
Factory Address:Address: N0.1, Dongli Road, Donglai, Zhangjiagang City, Jiangsu Province, China




